陽極開槽機
概述
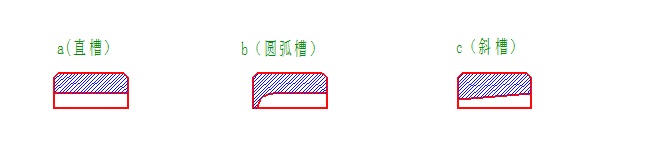
預焙陽極炭塊多功能開槽機是預焙陽極炭塊底部切槽的專用設備,可根據需開槽炭塊產品的要求,在炭塊底部切割直槽,斜槽,盲槽(圓弧槽)。開槽深度可調,開槽間距可調,開槽進給速度可調。能適應不同規格炭塊的開槽工作,電控化程度較高,可實現自動化上位機操作。

開槽機切槽種類(炭塊切槽圖示):
特點
預焙陽極炭塊開槽機設備構成
1.整臺設備由進料小車、碳塊接收平臺、切槽主機、推塊液壓桿、出塊輸送輥輪、手、自動控制系統和除收塵系統等組成。
〈1〉進料小車
● 進料小車由機架、裝料框、傳動鏈輪等、裝料框升降機構組成。一臺3KW電機擺線針輪減速機驅動進料小車上設有前進限位和后退限位,可根據需開槽炭塊的尺寸規格進行調整。
〈2〉裝料框
● 裝料框內端面和側面設有彈簧夾緊裝置,任意一種炭塊裝進框內后都會自動夾緊。裝料框上部和底部設有限位器,用做裝料框升降行程的定位。
〈3〉升降裝置
升降裝置通過兩根立柱做導軌,兩端液壓缸做上下運動,是給裝料框進行提升和下降,當進料小車前進至后限位時停止前進,升降機構把裝料框和炭塊一起提升炭至裝料框的上限位,使炭塊脫離鋸盤。待推塊液壓桿把炭塊推移到輸送輥輪并自動后退到位后,裝料框自動下降到進料小車內。
〈4〉切槽主機
● 切槽主機可橫向和縱向手動裝調節,根據炭塊開槽尺寸要求調整槽深度和槽間距。主機上裝有兩塊鋸片,每片鋸片由一臺22KW電機和減速機驅動,通過變頻器鋸片轉速可調節。在PLC顯示窗口中可手動設置電機頻率,正常使用時頻率設置為35-40HZ即可,調節時2臺電機頻率每片鋸片由一臺22KW電機和減速機驅動,通過變頻器鋸片轉速可調節。在觸摸屏顯示窗口中可手動設置電機頻率(1#鋸片頻率給定和2#鋸片頻率給定),正常使用時頻率設置為35-40HZ即可,調節時2臺電機頻率應設置一致。
〈5〉推塊液壓桿
● 當裝料框提升到上限位時,推塊液壓桿向前推出,把開好槽的炭塊推移到輸送輥輪上并自動回位(可根據炭塊的寬度調整其行程)。
〈6〉輸送輥輪
● 輸送輥輪是把開好槽的炭塊輸送至指定的位置或成品庫內。
〈7〉手、自動控制系統
● 自動控制系統在裝好炭塊后只須按下一個啟動按鍵即可實現全自動化控制,在檢修時也可轉換為手動控制。
〈7〉收塵系統
● 收塵系統為布袋收塵器,主要是統一收集切割過程中產生的粉塵,返回利用。

預焙陽極炭塊開槽機工作原理
根據炭塊開槽尺寸要求,調整好切槽主機鋸盤的高度和間距。炭塊由行車(單塊)吊到裝料框內,脫開夾具。由端面和側面彈簧夾緊裝置對炭塊進行夾緊。啟動工作按鍵,進料小車由擺線針輪減速機帶動轉運鏈輪驅動沿導軌前進。同時,鋸盤開始轉動開始切割。進料小車前進至觸碰到限位開關(即炭塊開槽長度的設定)時,進料小車自動后退,進料小車后退到位后,液壓桿把裝料臺上的碳塊推到進料小車內并把切割好的碳塊擠出成品輸送輥道上即完成整個開槽過程。
參數
預焙陽極炭塊開槽機調整范圍●鋸片直徑:Φ1600mm
●最小進料尺寸:600×500(寬×高)
●最大進料尺寸:1050×700(寬×高)
●切槽深度:0-400mm (可調節)
●切槽間距:200-400mm (可調節)
●最大下降斜率:15mm/min (可調節)
●開槽工作進給速度:0-500mm/min(可調節)
●工作效率:10-12塊/h
●采用針對炭素材料切割的合金金剛石刀頭,每付刀頭可開槽10000塊以上。刀頭磨損到一定程度后可重新焊接新刀頭,鋸片可重復使用。

用途
預焙陽極炭塊多功能開槽機是預焙陽極炭塊底部切槽的專用設備,可根據需開槽炭塊產品的要求,在炭塊底部切割直槽,斜槽,盲槽(圓弧槽)。
相關產品
動態
-
26
2024-02
2024綜合指南:概述陽極炭塊開槽機
預焙陽極炭塊底部開槽機能適應不同規格炭塊的開槽工作,電控化程度較高,可實現自動化上位機操作。陽極炭塊開槽機具有銑銷效率高、操作簡單、運行可靠、刀盤拆卸方便,刀頭耐用度高等。
熱銷產品
-

DZSF直線振動篩
DZSF系列直線振動篩是由篩箱、篩框、振動電機、減振系統及座架等組成。直線振動篩是用振動電機作為振動源,固定在篩箱上兩臺相同的振動電機做相反方向自同步旋轉,振動電機所帶的偏心塊在旋轉時各個瞬間位置所產生的離心力之分力沿拋擲方向作往復運動
立即了解?DZSF直線振動篩
-
CZ系列倉壁振動器
-
ZG系列慣性振動器
-

GZ系列電磁振動給料機
GZ系列電磁振動給料機在生產流程中,用于把塊狀、顆粒狀、粉狀物料從貯料倉或漏斗中定量、均勻、連續地給到受料裝置中去。
立即了解?GZ系列電磁振動給料機

